
After Lifting Africa Magazine (sept/oct 2019) published our article on wire rope inspection to “Open or not to open”, Cranemec received many requests to explain why Lifting Machine Inspectors (LMI’s) should use this method in their wire rope inspection procedures during the lifting machines annual inspection, load test and thorough examination. If you need to know then this article is a must to read.
Wire ropes often quite literally provide a lifeline for industry in hostile and demanding conditions. Any person involved in the management of steel wire rope on any type of lifting machine can reasonably be held accountable if and when it fails.
A good understanding of wire ropes, their design, characteristics and failure modes is the basis for developing good maintenance strategies to ensure improved safety and reliability. Therefore, if you are directly or indirectly responsible for the maintenance, inspection, or the safe use of steel wire rope on cranes it is important you understand the applicable standards
The fifth edition of ISO/SANS 4309:2017 cancelled and replaces the fourth edition (iso/sans 4309 : 2010), which has been technically revised therefore Lifting Machine Inspectors/Competent Persons are strongly advised to familiarize themselves with this 2017 document as it appears that the majority of inspectors have been using the old 2010 standard which may have serious implications concerning the validity of the Inspection, Load Test and Examinationcertificates issued to the user/owner regarding compliance with OHSA Driven Machinery Regulation 18.
ISO/SANS 3409:2017 contains some of the following changes: –
- magnetic rope test (MRT) methodology and discard criteria are introduced, as an aid to the internal inspection of steel wire ropes, which is why both methods are to be used in order to ensure maximum safety in the workplace.
- guidance is given on when to use magnetic rope testing and how to combine its results with other inspection procedures.
- an example of an MRT report is provided.
- guidance is given on rope replacement length, diameter, construction, type, direction of lay and strength of the wire rope, as specified by the crane manufacturer, shall be installed on the crane.
- instalation of the wire rope and the running in of the new wire rope.
- operators (LMI/Competant Person) of MRT testers shall have knowledge and experience of wire ropes and trained in the use of the Magnetic Rope Testing unit. In addition thay shall be able to desipher the graphical trace readings from the unit.

Besides visual observation, ISO/SANS 4309-2017 states that the Lifting Machine Inspector/Competent Person shall use a magnetic rope tester in conjunction with the visual inspection annually, however, (South African driven machinery regulation 18 (6) states every 6 months) this will depend on the environmental condition and load cycles of the lifting machine. MRT is a way to test the wire ropes without damaging or stressing them and has been in existence for many years, although its use with cranes is relatively new.
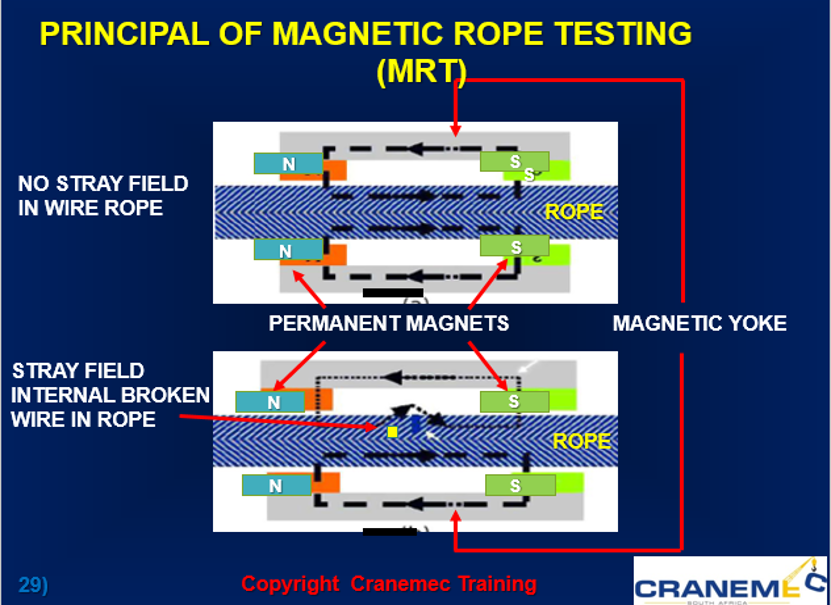
The principle of MRT is quite simple in that it is to magnetically saturate a section of the wire rope as it passes through a set of permanent magnets. Sensors detect disturbances to the field, which are attenuated to correct for any speed variations. The signal is recorded on the unit’s CPU which will give an audible/visual warning when there is any alteration in the rope construction. The CPU can be directly connected to a laptop during the inspection or downloaded to a laptop after the inspection and the result will be displayed as a graphical trace. The trace delivers three primary sets of information:
- Extent of the occurrence of broken wires.
- Amount of steel loss due to wear (cross-sectional area)
- Corrosion, damage and abrasion.
A trained MRT operator can use the signal (graphic trace) to detect the location of the degradation and assess the severity of the wire rope using visual and MRT evidence. The approximate reduction in rope strength can be accurately estimated. The entire length of the wire rope has to be tested and the complete cross section of the rope can be examined. MRT detects broken wires or corrosion damage on the inside of the rope not visible to an external visual inspection.
Wire ropes deteriorate in three distinct stages:
STAGE 1: during this stage large numbers of core wire usually in clusters will fail due to fatigue breaks.
STAGE 2: eventually, the internal wire rope core (IWRC) will break. This hazardous condition is rarely detected by visual inspection. In contrast, it is glaringly obvious to the MRT technician (LMI).
STAGE 3: as the IWRC fails, the outer strands lose their support which causes secondary fatigue breaks in the wires of the outer strands called “valley breaks”. Detectable only by exceedingly meticulous visual inspection, this is the terminal deterioration phase frequently followed by catastrophic and fatal rope failures.
Summary
There is an inexplicable lack of knowledge by some Lifting Machine Inspectors/Competent Persons on the uses and benefits of MRT testing. Operational safety depends not only on your equipment, but also on the awareness, skill and performance of the people who manage and use it. It is often difficult to quantify the cost benefits of training the right people but very easy to count the cost of a disaster, you do not need a wire rope to fail in order to learn. So, become ISO 4309-2017 compliance.
For more information regarding the usage, supply and training on Magnetic Rope Testers, do not hesitate to contact Cranemec Group to discuss your needs. Cranemec can offer Engineering Council approved CPD training courses. Cranemec are one of only a few entity’s in Southern Africa offering a complete package when it comes to testing your lifting equipment.
About the author
Richard has been in the crane industry for many years starting work for Clark Cranes UK, spent several years with Kruger Gmbh and Kruger SA was the first acting chairman of LEEASA (lifting equipment engineering association of South Africa) as well as an LMI assessor for ECSA. He currently serves on SABS committees and is a permanent member of ISO/SABS 96 Lifting Machine Committee.

